The quality of produced water in oil and gas field is complex and difficult to treat. Ultrasonic water treatment technology has a good effect on degradation of organic polymers and demulsification, but its application is limited due to energy consumption and other reasons, and it has not been industrialized in oil and gas field water treatment. Through ultrasonic mechanism research, water quality characteristics analysis and a large number of small simulation tests, the test results show that for complex produced water with high salt content, high turbidity and high emulsification, under the ultrasonic frequency of 39.5kHz, ultrasonic time of 30min and operation conditions of 25°C, the oil removal effect can be achieved at 66W power. The oil content is reduced from 77.9mg/L in the inlet water to 1.87mg/L in the outlet water, and the oil removal rate can reach more than 95% to meet the expected demand. In the case of the mature development of green electricity technology, this study provides a new technical idea for the efficient treatment of produced water in oil and gas fields, and provides a basic research basis for the industrial application of ultrasonic treatment process and the collaborative application of combined with other processes.
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited.
Oilfield Produced Water, Ultrasonic Treatment, Small-scale Experimental Studies
1. Introduction
With the determination of the strategic goal of "carbon peak" and "carbon neutrality" in China, the application of new technologies and new processes of low-carbon and energy-saving oilfield produced water treatment will be actively promoted, and the field of oilfield produced water treatment will be transformed. In recent years, domestic and foreign scholars have carried out a large number of theoretical and experimental studies on the problems and phenomena in the practice of treating oilfield produced water, and have discussed them. Among them, ultrasonic treatment technology has received much attention, but its application cases in oilfield produced water are still few, which has important research value.
2. Ultrasonic Treatment Mechanism
The composition of produced water in oilfield is complex and its biodegradability is poor. The conventional treatment technology is not very good in removing oil. In recent years, all countries in the world have gradually carried out the study of ultrasonic treatment of produced water in oil fields. With the deepening of the study, the mechanism of ultrasonic treatment of produced water in oil fields has gradually become mature.
2.1. Cavitation
The microbubbles existing in the liquid vibrate under the action of the ultrasonic field and constantly change the sound pressure. When the sound pressure reaches a certain critical value, the microbubbles will expand rapidly and then suddenly annihilate. A series of dynamic processes such as oscillation, expansion and annihilation are called acoustic cavitation. At the same time, the moment of the annihilation of the bubbles will produce ultra-high temperature and high pressure in the surrounding tiny space to form a "hot spot". The energy of the hot spot instantly causes the bonds of the surrounding oil molecules to break, forming free radicals
[1]
Lippert T, Bandelin J, Schlederer F, et al. Effects of ultrasonic reactor design on sewage sludge disintegration [J]. Ultrasonics Sonochemistry, 2020, 68: 105223.
[2]
Amiri O, Salar K, Othman P, et al. Purification of wastewater by the piezo-catalyst effect of PbTiO3 nanostructures under ultrasonic vibration [J]. Journal of hazardous materials, 2020, 394: 122514.
[1, 2]
.
2.2. Chemical Effects
The chemical action of ultrasound is triggered by the production of free radicals, and the free radicals of the cracked petroleum hydrocarbon fragments will be paired to form relatively stable macro-molecular petroleum hydrocarbons (oils)
[3]
Tian S, Zhu Y, Liu Z, et al. Optimization of low-intensity ultrasonic irradiation for low-strength sewage treatment in anaerobic baffled reactor [J]. Journal of Environmental Chemical Engineering, 2022: 108022.
[3]
.
2.3. Mechanical Effect
The free radical formed has a smaller density than water, so with the propagation of ultrasonic waves, it will enter the water surface, and then form a uniform layer of macro-molecular oil film on the water surface.
According to the actual situation and test results at home and abroad, the treatment mechanism of ultrasonic method for wastewater with high organic matter content is not direct acoustic effect, but when the acoustic pressure amplitude of the acoustic negative pressure half period exceeds the static pressure inside the liquid, cavitation bubbles are formed between liquid molecules, and the cavitation bubbles collapse rapidly under the action of positive pressure phase, resulting in high-speed micro-jets with instantaneous high temperature and high pressure and strong impact force. Make organic matter chemical bond break, high temperature decomposition or free radical reaction, so as to rapidly degrade organic pollutants
[4]
Li Y, Hsieh W P, Mahmudov R, et al. Combined ultrasound and Fenton (US-Fenton) process for the treatment of ammunition wastewater [J]. Journal of hazardous materials, 2013, 244: 403-411.
[5]
DEWULF J, VAN H. Ultrasonic degradation of trich-loroethylene and chlorobenzene at micromolar concentrations: kinetics and modeling [J]. Ultrasonics sonochemistry, 2001, 22(8): 143-150.
[4, 5]
.
However, compared with other water treatment technologies, ultrasonic method is still in the laboratory exploration stage because of the problems of small treatment capacity and high treatment cost, and there are still many technical problems that have not been effectively solved, and there are still certain limitations in its promotion and practice.
3. Research Status of Ultrasonic Treatment
With the extensive application of polymer flooding, composite flooding and other tertiary oil recovery technologies in oilfield exploitation
[6]
Lippert T, Bandelin J, Schlederer F, et al. Impact of ultrasound-induced cavitation on the fluid dynamics of water and sewage sludge in ultrasonic flatbed reactors [J]. Ultrasonics Sonochemistry, 2019, 55: 217-222.
[6]
, the recovery rate of crude oil in China has been effectively improved, but the amount of produced water in polymerized oil fields has also doubled, and the problem of difficult degradation of produced water in polymerized oil fields has become a hot topic in the field of oilfield produced water treatment
[7]
Jiang Bingchen, Zhao Shushan. Experimental study on physical properties of oily wastewater treated by ultrasonic wave [J]. Environmental Science and Technology, 2014, 37(5): 112-117.
[7]
.
3.1. Quality Characteristics of Produced Water in Oil-bearing Oilfield
The produced water of a polymer oilfield not only contains high oil content, but also contains a large amount of residual polymer. The existence of polymers increases the difficulty of degradation of produced water in polymer-containing oil fields. Compared with the quality of produced water in common oil fields, the produced water in poly oil fields presents new characteristics
[8]
Pan Xinjian, Fu Weina, Chong Faguo, et al. Ultrasonic demulsification and oil removal process of oil field produced water, Environmental Protection of Oil and Gas Fields, 2013(2): 17-18.
[9]
Shan Qiaoli, Zhang Fan, Xu Junmin, et al., A Pilot Study on the treatment process of Oilfield produced water containing polymer, Petrochemical Construction, 2023(4): 172-173.
[10]
Ge Xian-e, Shan Qiaoli, et al., Study on scaling trend and compatibility of produced water from tight Reservoirs, Industrial Water and Wastewater, 2021, Vol. 52, No. 4: 25-29.
[8-10]
: (1) The produced water in oil fields has high viscosity. Due to the large amount of polymers contained in the oil field produced water, the viscosity of the produced water will be multiplied (usually increased by 4 to 6 times), thus increasing the difficulty of oil-water separation. (2) Oilfield produced water emulsification degree is high. The polymer and surfactant in oilfield produced water form a composite film with tight molecular arrangement and good elasticity, which increases the difficulty of demulsification of oilfield produced water and leads to higher oil content in oilfield produced water with polymer. (3) The particle size of the oil droplets in the produced water is small. Due to the presence of polymers, the interfacial charge and energy increase, the specific surface area of small oil droplets is smaller, and the median particle size of oil droplets is about 3-5 µm, of which more than 90% are less than 10µm, which increases the difficulty of post-treatment of produced water in oil fields with polymers. The composition of produced water in oil field is complex. The produced water contains not only petroleum hydrocarbons, solid suspended matter particles, inorganic salts, bacteria, etc., but also strong adsorbability of polymers, which improves the stability of colloidal particles and increases the separation and settling time.
3.2. Application of Ultrasonic Treatment in Polymer-containing Wastewater Treatment
Due to the complex composition of produced water in polymer-containing oil fields, attention has been paid to the application of ultrasonic treatment of polymer-containing wastewater in recent years. Yen
[11]
YEN H Y, YANG M H. The ultrasonic degradation of polyacrylamide solution [J]. Polymer Testing. 2003, 22(2): 129-131.
et al. studied the factors affecting the ultrasonic degradation of partially hydrolyzed polyacrylamide (HPAM) solution. The experiment found that with the increase of ultrasonic time and the increase of solution system temperature, the degradation degree of HPAM also increased, and the degradation degree was in line with Arrhenius law. The activation energy of ultrasonic degradation of HPAM was 43.9kJ.mol-1. Chen Rong
[12]
Chen Rong, Rao Liangyu. Laboratory study on polymer degradation technology in oilfield wastewater [J]. Industrial WATER TREATMENT, 2012, 32(6): 77-80. (in Chinese)
[12]
et al. irradiated 500mL of produced water from polymer-containing oil fields with different acting time, frequency and radiation power respectively. The results showed that ultrasonic had a good degradation effect on polymers, and the degradation rate could reach more than 90% after 20min of treatment. The degradation rate at 45°C is about 40% higher than that at 25°C, and the high temperature helps to improve the degradation efficiency of the polymer. Huang Weili
[13]
Huang Weili, Zhang Bangliang, Huang Guohua. Ultrasonic pretreatment improves the accuracy of oil content measurement in polymer flooding wastewater [J]. Oil and Gas Field Surface Engineering, 2010, 29(07): 25-26.
[13]
et al. found that after ultrasonic treatment, the viscosity of the produced water of the poly oilfield in the No.1 production plant of Daqing oilfield was reduced to 1.0-1.1 mPa·s, and the measured oil content of the produced water of the oilfield was reduced by 2%-14% compared with that before treatment. Yang Fenghua et al
[14]
Yang Fenghua, Zhang Bangliang, Fu Dongmei. Study on viscosity reduction of polymer solution by ultrasonic wave [J]. Oil and Gas Field Surface Engineering, 2005(09): 5-6.
[14]
. tested the viscosity loss rate of produced water in poly oilfield in Daqing oilfield before and after ultrasonic action, and discussed the microscopic mechanism of ultrasonic effect on reducing the viscosity of polymer solution. The experiment found that ultrasonic action could reduce the viscosity value of produced water in oilfield produced by triple compound flooding from 4.3mPa·s to 3.3mPa·s, and the viscosity reduction rate was 23%.
4. Influencing Factors of Ultrasonic Treatment
In addition to ultrasonic system frequency and power factors, solution properties are also important factors affecting the degradation of organic pollutants in water, mainly including water temperature, viscosity, surface tension and so on.
4.1. Frequency
High-frequency ultrasound helps to improve the degradation rate of ultrasound, because the yield of OH· free radicals increases with the increase of sound frequency. In fact, in the process of ultrasonic degradation, there may be an optimal match between ultrasonic intensity and frequency, and the choice of frequency is related to the structure, properties and degradation process of the degraded organic matter, and not in all cases, high-frequency ultrasound is conducive to degradation. For example, 900kHz ultrasound has no obvious degradation effect on CS2, And 20kHz ultrasound can break it down into carbon and single crystal sulfur. In addition, with the increase of ultrasonic frequency, the ultrasonic power intensity will decrease, which can reduce the rate of ultrasonic degradation. As an advanced oxidation technology, ultrasonic degradation can be best achieved by adjusting the frequency
[15]
Zhang W, Zhang Q, Liang Y. Ineffectiveness of ultrasound at low frequency for treating per-and polyfluoroalkyl substances in sewage sludge [J]. Chemosphere, 2022, 286: 131748.
[15]
, which is generally less than 60kHz for industrial applications.
4.2. Power
In the sound field, the degradation of organic matter usually follows the first-order kinetic reaction. The ultrasonic degradation rate generally increases with the increase of sound intensity, but too high intensity will weaken the ultrasonic intensity. Excessive sound energy causes cavitation bubbles to grow very large in the negative pressure phase of sound waves and form an acoustic barrier, which reduces the available sound energy of the system and decreases the degradation rate.
4.3. Temperature
Although increasing the temperature is conducive to accelerating the reaction in the liquid phase, ultrasonic degradation is caused by the cavitation effect of free radicals such as OH and high temperature pyrolysis and other mechanisms, the ultrasonic degradation efficiency is decreased when the temperature is too high, and low temperature is favorable for ultrasonic degradation of organic pollutants in water, and the solution temperature is mostly controlled within 10~30°C during acoustic hydrolysis.
4.4. Properties of the Solution
The properties of the solution, such as viscosity and surface tension, will affect the ultrasonic cavitation effect of the solution. The influence of solution viscosity on cavitation effect is highlighted in two aspects: on the one hand, it can affect the cavitation stop value of the solution, and on the other hand, it can absorb sound energy. When the viscosity of the solution increases, the viscosity loss of the sound energy in the solution and the attenuation of the sound energy are intensified, and the effective sound energy radiated into the solution is reduced, resulting in a significant increase in the cavitation threshold, making it difficult for the cavitation effect to occur in the solution, weakening the cavitation intensity, and high solution viscosity is not conducive to ultrasonic degradation. When the surface tension of the bubble increases, the formation of cavitation nuclei is difficult, and the limiting temperature and pressure generated when the cavitation bubble bursts will also increase, which is conducive to ultrasonic degradation.
5. Small Test of Ultrasonic Treatment of Oilfield Produced Water
5.1. Test Water
The water used in the pilot test was extracted from the effluent from the 1# and 3# three-phase separators of a station in Changqing Oilfield, and the water quality was shown in Table 1.
Table 1. Test water quality and physical properties.
Sampling position
Sample 1 (1#)
Sample 2 (1#)
Water state
Black and turbid
Black and turbid
pH
7.84
7.62
SS (mg/L)
216
168
Oil (mg/L)
1.36
77.9
Median particle diameter (μm)
8.508
17.078
sulphide (mg/L)
0.0
0.0
Total iron (mg/L)
15.0
10.0
K+ (mg/L)
130
110
Na+ (mg/L)
7000
6800
Ca2+ (mg/L)
610
262
Mg2+ (mg/L)
132
87.0
Sr2+ (mg/L)
160
100
Ba2+ (mg/L)
26
8.5
Cl- (mg/L)
14700
10400
SO42- (mg/L)
11.4
21.1
HCO3- (mg/L)
807
1100
CO32- (mg/L)
0.00
0.00
degree of mineralization (mg/L)
25291.5
19217.4
Dynamic viscosity (mPa·s)
0.9416
0.9191
density (g/cm3)
1.0151
1.0106
Polymer (mg/L)
27.7
19.3
Water type
Calcium chloride
Sodium bicarbonate
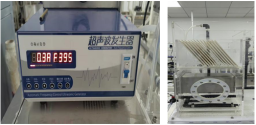
5.2. Test Device
Relying on the ultrasonic test equipment which include ultrasonic generator, ultrasonic reactor. The generator power is 0~900kW, current is 0~1.9A, frequency is 39.5kHz, and the power is adjustable.
The ultrasonic test equipment has been built in the laboratory, the test frequency is 39.5kHz, the water intake is 25L/h, the ultrasonic time is 30min, and the small test is carried out under different power conditions. Each parameter is tested every 30min under normal operation.
Table 2. Ultrasonic test data.
Water sample number
Sampling position
Power (W)
SS (mg/L)
Oil (mg/L)
Sample 2
Three-phase separator effluent (3#)
/
168
77.9
U-1
Ultrasonic effluent
66
115
99.7
2.45
1.87
U-2
66.0
1.87
U-3
118
1.29
U-4
220
60.0
62.7
6.90
U-5
56.0
U-6
72.0
F-1
Primary filtered effluent
/
6.00
10.5
0.91
F-2
15.0
F-3
Secondary filtered effluent
8.00
9.0
0.97
F-4
11.0
Sample 1
Three-phase separator effluent (1#)
/
216
1.36
C-7
Ultrasonic effluent
396
118
163.3
1.46
C-8
176
C-9
196
According to the test data, the test water of 66W and 220W ultrasonic power was 3# three-phase effluent, the raw water was black and turbid, and particles could be suspended by naked eyes. The oil content of 66W ultrasonic effluent was reduced from 77.9mg/L to below 2.45mg/L, and the average oil removal rate reached 97.6%. The effluent suspended matter decreased from 168mg/L to below 66-118mg/L, with an average removal rate of 99.7mg/L and an average removal rate of 40.7%. The oil content in the 220W ultrasonic effluent decreased from 77.9mg/L to 6.9mg/L, the oil removal rate reached 91.1%, and the suspended matter in the effluent decreased from 168mg/L to 62.7mg/L, with a removal rate of 62.7%.
Ultrasonic power 396W test water is 1# three-phase effluent, the raw water state is black, turbid, uniform, no obvious suspended particles, the effluent color is darker and more uniform than the water inlet color, no obvious precipitate. The oil content in raw water is 1.36mg/L, the effluent is 1.46mg/L, and the effluent is 163.3mg/L, with almost no treatment effect, that is, ultrasonic treatment is not suitable for the water quality, and other solutions need to be sought.
6. Conclusion and Prospect
According to the experimental results, under the ultrasonic frequency of 39.5kHz, ultrasonic time of 30min and operation conditions of 25°C, the oil removal effect is better under the power of 66W, the oil content of the effluent is reduced from 77.9mg/L to 1.87mg/L, and the oil removal rate can reach 97.6%, which has certain advantages over the conventional process. However, after accounting, the energy consumption of the ultrasonic unit is high, and the cost of treating the produced water reaches 1.45 yuan/m3.
Oilfield produced water containing polymer has always been a major difficulty in oilfield produced water treatment. Ultrasonic treatment technology for oilfield produced water containing polymer has the characteristics of mild reaction conditions, fast speed and wide application range, which can improve the treatment efficiency of oilfield produced water containing polymer, so that the produced water of oilfield containing polymer can be fully reused. It has certain feasibility in both technical and economic aspects, but it has not yet formed a scale application, and it is worth further discussing the application characteristics of the process through small and pilot tests.
Abbreviations
HPAM
Partially Hydrolyzed Polyacrylamides
Conflicts of Interest
The authors declare no conflicts of interest.
References
[1]
Lippert T, Bandelin J, Schlederer F, et al. Effects of ultrasonic reactor design on sewage sludge disintegration [J]. Ultrasonics Sonochemistry, 2020, 68: 105223.
[2]
Amiri O, Salar K, Othman P, et al. Purification of wastewater by the piezo-catalyst effect of PbTiO3 nanostructures under ultrasonic vibration [J]. Journal of hazardous materials, 2020, 394: 122514.
[3]
Tian S, Zhu Y, Liu Z, et al. Optimization of low-intensity ultrasonic irradiation for low-strength sewage treatment in anaerobic baffled reactor [J]. Journal of Environmental Chemical Engineering, 2022: 108022.
[4]
Li Y, Hsieh W P, Mahmudov R, et al. Combined ultrasound and Fenton (US-Fenton) process for the treatment of ammunition wastewater [J]. Journal of hazardous materials, 2013, 244: 403-411.
[5]
DEWULF J, VAN H. Ultrasonic degradation of trich-loroethylene and chlorobenzene at micromolar concentrations: kinetics and modeling [J]. Ultrasonics sonochemistry, 2001, 22(8): 143-150.
[6]
Lippert T, Bandelin J, Schlederer F, et al. Impact of ultrasound-induced cavitation on the fluid dynamics of water and sewage sludge in ultrasonic flatbed reactors [J]. Ultrasonics Sonochemistry, 2019, 55: 217-222.
[7]
Jiang Bingchen, Zhao Shushan. Experimental study on physical properties of oily wastewater treated by ultrasonic wave [J]. Environmental Science and Technology, 2014, 37(5): 112-117.
[8]
Pan Xinjian, Fu Weina, Chong Faguo, et al. Ultrasonic demulsification and oil removal process of oil field produced water, Environmental Protection of Oil and Gas Fields, 2013(2): 17-18.
[9]
Shan Qiaoli, Zhang Fan, Xu Junmin, et al., A Pilot Study on the treatment process of Oilfield produced water containing polymer, Petrochemical Construction, 2023(4): 172-173.
[10]
Ge Xian-e, Shan Qiaoli, et al., Study on scaling trend and compatibility of produced water from tight Reservoirs, Industrial Water and Wastewater, 2021, Vol. 52, No. 4: 25-29.
[11]
YEN H Y, YANG M H. The ultrasonic degradation of polyacrylamide solution [J]. Polymer Testing. 2003, 22(2): 129-131.
Chen Rong, Rao Liangyu. Laboratory study on polymer degradation technology in oilfield wastewater [J]. Industrial WATER TREATMENT, 2012, 32(6): 77-80. (in Chinese)
[13]
Huang Weili, Zhang Bangliang, Huang Guohua. Ultrasonic pretreatment improves the accuracy of oil content measurement in polymer flooding wastewater [J]. Oil and Gas Field Surface Engineering, 2010, 29(07): 25-26.
[14]
Yang Fenghua, Zhang Bangliang, Fu Dongmei. Study on viscosity reduction of polymer solution by ultrasonic wave [J]. Oil and Gas Field Surface Engineering, 2005(09): 5-6.
[15]
Zhang W, Zhang Q, Liang Y. Ineffectiveness of ultrasound at low frequency for treating per-and polyfluoroalkyl substances in sewage sludge [J]. Chemosphere, 2022, 286: 131748.
Qiaoli, S., Fan, Z., Wei, S., Junmin, X. (2024). Experimental Study on Ultrasonic Treatment of Oilfield Produced Water. Journal of Energy and Natural Resources, 13(4), 160-165. https://doi.org/10.11648/j.jenr.20241304.13
Qiaoli, S.; Fan, Z.; Wei, S.; Junmin, X. Experimental Study on Ultrasonic Treatment of Oilfield Produced Water. J. Energy Nat. Resour.2024, 13(4), 160-165. doi: 10.11648/j.jenr.20241304.13
Qiaoli S, Fan Z, Wei S, Junmin X. Experimental Study on Ultrasonic Treatment of Oilfield Produced Water. J Energy Nat Resour. 2024;13(4):160-165. doi: 10.11648/j.jenr.20241304.13
@article{10.11648/j.jenr.20241304.13,
author = {Shan Qiaoli and Zhang Fan and Shen Wei and Xu Junmin},
title = {Experimental Study on Ultrasonic Treatment of Oilfield Produced Water
},
journal = {Journal of Energy and Natural Resources},
volume = {13},
number = {4},
pages = {160-165},
doi = {10.11648/j.jenr.20241304.13},
url = {https://doi.org/10.11648/j.jenr.20241304.13},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.jenr.20241304.13},
abstract = {The quality of produced water in oil and gas field is complex and difficult to treat. Ultrasonic water treatment technology has a good effect on degradation of organic polymers and demulsification, but its application is limited due to energy consumption and other reasons, and it has not been industrialized in oil and gas field water treatment. Through ultrasonic mechanism research, water quality characteristics analysis and a large number of small simulation tests, the test results show that for complex produced water with high salt content, high turbidity and high emulsification, under the ultrasonic frequency of 39.5kHz, ultrasonic time of 30min and operation conditions of 25°C, the oil removal effect can be achieved at 66W power. The oil content is reduced from 77.9mg/L in the inlet water to 1.87mg/L in the outlet water, and the oil removal rate can reach more than 95% to meet the expected demand. In the case of the mature development of green electricity technology, this study provides a new technical idea for the efficient treatment of produced water in oil and gas fields, and provides a basic research basis for the industrial application of ultrasonic treatment process and the collaborative application of combined with other processes.
},
year = {2024}
}
TY - JOUR
T1 - Experimental Study on Ultrasonic Treatment of Oilfield Produced Water
AU - Shan Qiaoli
AU - Zhang Fan
AU - Shen Wei
AU - Xu Junmin
Y1 - 2024/12/07
PY - 2024
N1 - https://doi.org/10.11648/j.jenr.20241304.13
DO - 10.11648/j.jenr.20241304.13
T2 - Journal of Energy and Natural Resources
JF - Journal of Energy and Natural Resources
JO - Journal of Energy and Natural Resources
SP - 160
EP - 165
PB - Science Publishing Group
SN - 2330-7404
UR - https://doi.org/10.11648/j.jenr.20241304.13
AB - The quality of produced water in oil and gas field is complex and difficult to treat. Ultrasonic water treatment technology has a good effect on degradation of organic polymers and demulsification, but its application is limited due to energy consumption and other reasons, and it has not been industrialized in oil and gas field water treatment. Through ultrasonic mechanism research, water quality characteristics analysis and a large number of small simulation tests, the test results show that for complex produced water with high salt content, high turbidity and high emulsification, under the ultrasonic frequency of 39.5kHz, ultrasonic time of 30min and operation conditions of 25°C, the oil removal effect can be achieved at 66W power. The oil content is reduced from 77.9mg/L in the inlet water to 1.87mg/L in the outlet water, and the oil removal rate can reach more than 95% to meet the expected demand. In the case of the mature development of green electricity technology, this study provides a new technical idea for the efficient treatment of produced water in oil and gas fields, and provides a basic research basis for the industrial application of ultrasonic treatment process and the collaborative application of combined with other processes.
VL - 13
IS - 4
ER -
The National Engineering Laboratory for Exploration and Development of Low Permeability Oil & Gas Fields, Xi’an, China;Changqing Engineering Disign Co., Ltd, Xi’an, China
Research Fields:
Shan Qiaoli, graduated from Xi 'an University of Architecture and Technology in 2006 with a master degree in environmental engineering, is now working in Petrochina Changqing Oilfield Company (Changqing Engineering Design Co., LTD.), engaged in technical research on the treatment of produced water in oil and gas fields.
Changqing Engineering Disign Co., Ltd, Xi’an, China
Shen Wei
The Third Gas Production Plant of Petro China Changqing Oilfield Company, Ordos, China
Xu Junmin
The National Engineering Laboratory for Exploration and Development of Low Permeability Oil & Gas Fields, Xi’an, China;Changqing Engineering Disign Co., Ltd, Xi’an, China
Qiaoli, S., Fan, Z., Wei, S., Junmin, X. (2024). Experimental Study on Ultrasonic Treatment of Oilfield Produced Water. Journal of Energy and Natural Resources, 13(4), 160-165. https://doi.org/10.11648/j.jenr.20241304.13
Qiaoli, S.; Fan, Z.; Wei, S.; Junmin, X. Experimental Study on Ultrasonic Treatment of Oilfield Produced Water. J. Energy Nat. Resour.2024, 13(4), 160-165. doi: 10.11648/j.jenr.20241304.13
Qiaoli S, Fan Z, Wei S, Junmin X. Experimental Study on Ultrasonic Treatment of Oilfield Produced Water. J Energy Nat Resour. 2024;13(4):160-165. doi: 10.11648/j.jenr.20241304.13
@article{10.11648/j.jenr.20241304.13,
author = {Shan Qiaoli and Zhang Fan and Shen Wei and Xu Junmin},
title = {Experimental Study on Ultrasonic Treatment of Oilfield Produced Water
},
journal = {Journal of Energy and Natural Resources},
volume = {13},
number = {4},
pages = {160-165},
doi = {10.11648/j.jenr.20241304.13},
url = {https://doi.org/10.11648/j.jenr.20241304.13},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.jenr.20241304.13},
abstract = {The quality of produced water in oil and gas field is complex and difficult to treat. Ultrasonic water treatment technology has a good effect on degradation of organic polymers and demulsification, but its application is limited due to energy consumption and other reasons, and it has not been industrialized in oil and gas field water treatment. Through ultrasonic mechanism research, water quality characteristics analysis and a large number of small simulation tests, the test results show that for complex produced water with high salt content, high turbidity and high emulsification, under the ultrasonic frequency of 39.5kHz, ultrasonic time of 30min and operation conditions of 25°C, the oil removal effect can be achieved at 66W power. The oil content is reduced from 77.9mg/L in the inlet water to 1.87mg/L in the outlet water, and the oil removal rate can reach more than 95% to meet the expected demand. In the case of the mature development of green electricity technology, this study provides a new technical idea for the efficient treatment of produced water in oil and gas fields, and provides a basic research basis for the industrial application of ultrasonic treatment process and the collaborative application of combined with other processes.
},
year = {2024}
}
TY - JOUR
T1 - Experimental Study on Ultrasonic Treatment of Oilfield Produced Water
AU - Shan Qiaoli
AU - Zhang Fan
AU - Shen Wei
AU - Xu Junmin
Y1 - 2024/12/07
PY - 2024
N1 - https://doi.org/10.11648/j.jenr.20241304.13
DO - 10.11648/j.jenr.20241304.13
T2 - Journal of Energy and Natural Resources
JF - Journal of Energy and Natural Resources
JO - Journal of Energy and Natural Resources
SP - 160
EP - 165
PB - Science Publishing Group
SN - 2330-7404
UR - https://doi.org/10.11648/j.jenr.20241304.13
AB - The quality of produced water in oil and gas field is complex and difficult to treat. Ultrasonic water treatment technology has a good effect on degradation of organic polymers and demulsification, but its application is limited due to energy consumption and other reasons, and it has not been industrialized in oil and gas field water treatment. Through ultrasonic mechanism research, water quality characteristics analysis and a large number of small simulation tests, the test results show that for complex produced water with high salt content, high turbidity and high emulsification, under the ultrasonic frequency of 39.5kHz, ultrasonic time of 30min and operation conditions of 25°C, the oil removal effect can be achieved at 66W power. The oil content is reduced from 77.9mg/L in the inlet water to 1.87mg/L in the outlet water, and the oil removal rate can reach more than 95% to meet the expected demand. In the case of the mature development of green electricity technology, this study provides a new technical idea for the efficient treatment of produced water in oil and gas fields, and provides a basic research basis for the industrial application of ultrasonic treatment process and the collaborative application of combined with other processes.
VL - 13
IS - 4
ER -